The two main basic hot processes at Bilston were ironmaking and steelmaking. For those unfamiliar with how this was done please see the two diagrams at the bottom of this page.
Ironmaking
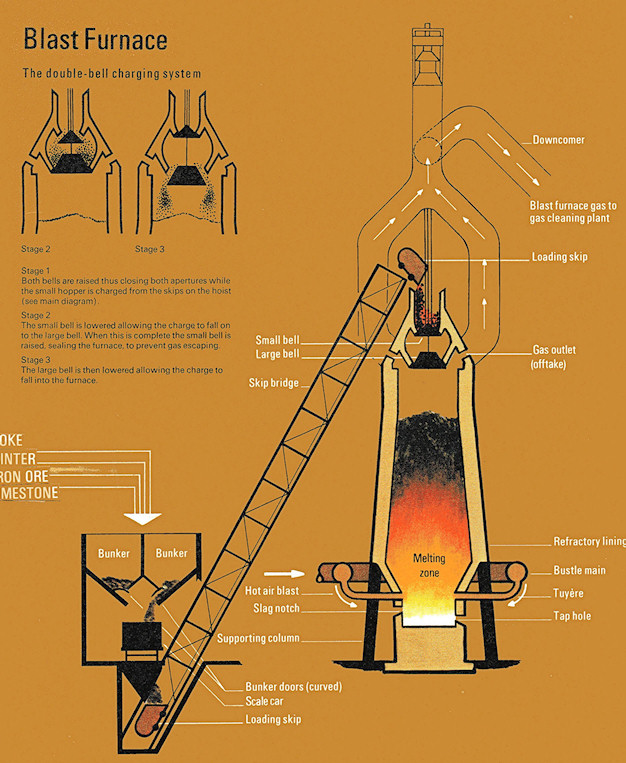
Worldwide, ironmaking today is still very much carried out using the blast furnace – this has not fundamentally altered and the simple diagram down below (left) will show how Elisabeth worked. For a detailed cross-section engineering drawing of Elisabeth herself click on the ‘Documents’ tab.
Simply put, raw materials were ‘tipped in’ at the top, combustion applied towards the bottom generating a series of chemical reactions resulting in molten iron and waste slag being tapped out of the base. It was a continuous, 24 hour process called ‘reduction’. The correct term for this process of reducing iron (or any metal for that matter) from ore is ‘smelting’
The raw materials to be processed charged to the blast furnace such as iron ore, limestone, and mill scale are collectively known as the ‘Burden’ whilst the fuel – coke – was accounted for separately.
Steelmaking
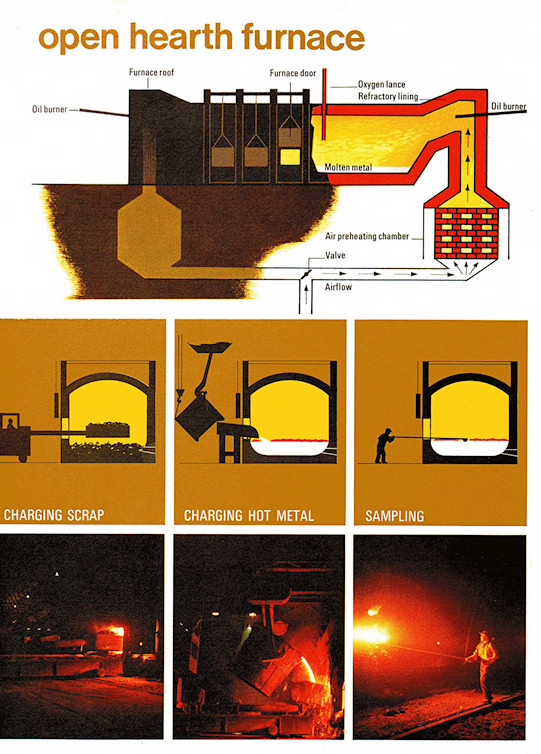
Unlike ironmaking, steelmaking has changed and Open Heath steelmaking, which was once extensively used, no longer exists in Britain. The process at Bilston was prefixed as ‘Basic’ which referred to the lining of the furnace which could be either ‘Basic’ or ‘Acid’ depending on the type of iron being processed. Typically Acid linings were only used in the northwest at BSC’s Workington plant which employed the Bessemer process.
Open Hearth steelmaking was phased out in the 1970s resulting in the closure of several works, unfortunately including Bilston, and were replaced by a small number of very large, modern steelworks, typically on coastal locations for ease of handling the huge volumes of imported iron ore. These new plants employed a much faster and new process invented at the Linz-Donawitz works in Austria called L-D or Basic Oxygen Conversion which could transform 300 tonnes of iron to steel in twenty minutes compared to eight to ten hours in the Open Hearth furnace.
Other steelworks were built, mainly in the Sheffield/Rotherham area, using another process known as Electric Arc which was more suited to scrap feed without hot metal (molten iron) and the production of engineering steels. It was the use of the older Open Hearth process at Bilston which unfortunately added to the argument in favour of closing the works.